
Выбор пластика: почему именно поликарбонат и когда его применяют для литья под давлением
Проектирование любой пластиковой детали начинается с самого важного и ответственного этапа — подбора сырья. Ошибка на этой стадии приводит к браку, снижению эксплуатационных характеристик изделия и необоснованным финансовым потерям. Грамотный выбор пластика для литья определяет не только внешний вид будущей детали, но и технологию ее производства, а также итоговую себестоимость.
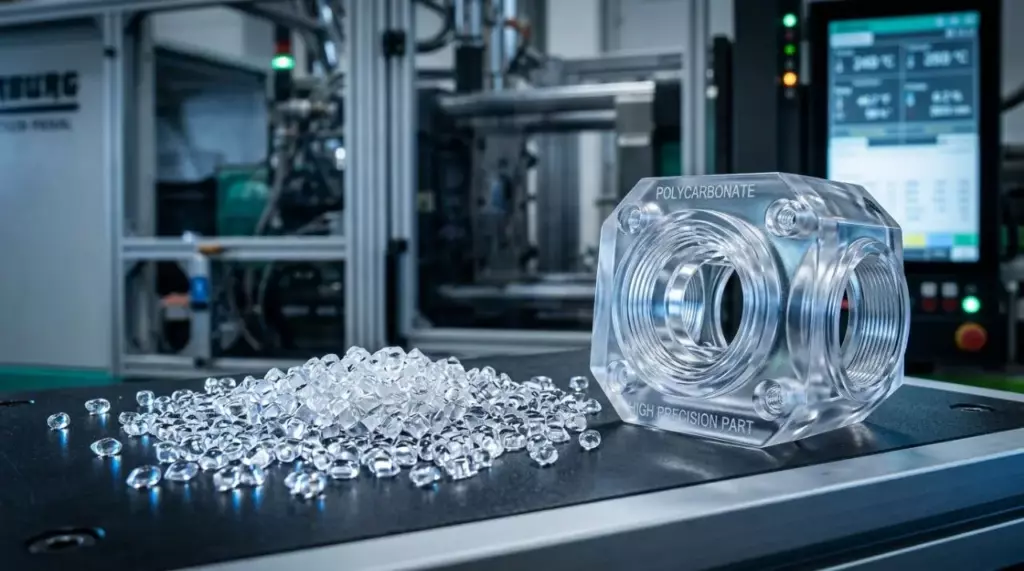
Среди множества конструкционных термопластов особое место занимает поликарбонат (PC, ПК). Это уникальный полимер, который инженеры часто называют «прозрачным металлом». Литье поликарбоната — технически сложный, но крайне востребованный процесс, когда к изделию предъявляются бескомпромиссные требования по прочности, прозрачности и термостойкости.
Завод по литью пластмасс «ВПК Полимеры» обладает многолетним опытом работы со сложными инженерными пластиками. В этой статье мы подробно разберем технологические нюансы, физико-механические особенности этого полимера и выясним, в каких проектах его применение оправдано на 100%.
Уникальные свойства материала: почему именно поликарбонат?
Инженерная ценность любого сырья определяется комплексом его характеристик. Если детально рассматривать поликарбонат, свойства этого материала заметно выделяют его на фоне базовых крупнотоннажных полимеров (таких как полипропилен или полиэтилен). Это аморфный инженерный пластик, сочетающий в себе несочетаемое: он кристально прозрачен, но при этом невероятно крепок.
Почему технологи и конструкторы отдают предпочтение именно этому полимеру? Рассмотрим главные причины:
- Экстремальная ударопрочность. Поликарбонат — это эталонный ударопрочный прозрачный пластик. Его ударная вязкость по Изоду превышает показатели обычного стекла в 200–250 раз, а акрила (оргстекла) — почти в 10 раз. Деталь из ПК практически невозможно разбить молотком, она не дает осколков при разрушении, что делает материал незаменимым для защитных конструкций.
- Выдающиеся оптические характеристики. Высокое светопропускание поликарбоната (до 88–90% в видимом спектре) позволяет использовать его в качестве полноценной замены силикатному стеклу в оптических системах. Полимер имеет высокий индекс преломления, что важно для производства линз.
- Широкий температурный диапазон эксплуатации. Высокая термостойкость поликарбоната позволяет готовым изделиям сохранять свои физико-механические свойства при температурах от -40 °C до +120 °C (кратковременно до +135 °C). Он не становится хрупким на сильном морозе и не деформируется в кипящей воде.
- Высокая размерная стабильность и низкая ползучесть. Изделия из ПК отлично держат форму под длительной статической нагрузкой. Благодаря низкому коэффициенту термического расширения, из него можно отливать прецизионные детали с жесткими допусками, которые будут стыковаться с металлическими узлами без зазоров.
Сферы применения: когда нужно литье поликарбоната на заказ?
Выдающиеся характеристики диктуют и сферы использования. Производство деталей из этого полимера обходится дороже, чем из полипропилена, поэтому изделия из поликарбоната на заказ производят тогда, когда базовые пластики не справляются с нагрузками.
Применение поликарбоната в промышленности охватывает следующие ключевые отрасли:
- Автомобилестроение и светотехника. Практически все современные автомобильные фары (их прозрачные колпаки-рассеиватели), задние фонари, световоды и плафоны внутреннего освещения отливаются из поликарбоната. Он легче стекла, безопаснее при ДТП и позволяет создавать сложную аэродинамическую форму.
- Оптика и медицина. Из поликарбоната производят линзы для очков (в том числе защитных и тактических), визоры для шлемов, а также медицинские колбы, корпуса шприц-ручек, детали оборудования для диализа крови. Полимер выдерживает многократную стерилизацию автоклавированием.
- Приборостроение и электроника. Прочные корпуса приборов, лицевые панели бытовой техники, детали счетчиков, корпуса смартфонов и ноутбуков. Огнестойкие марки ПК (с антипиренами) используются для литья розеток, выключателей и электротехнических коробок.
- Антивандальные конструкции и товары народного потребления. Защитные экраны, корпуса электроинструмента, ударопрочная посуда (которую нельзя разбить), чехлы для техники, бутыли для кулеров (19 литров).
Технология и режимы литья поликарбоната под давлением
С точки зрения переработки, литье поликарбоната под давлением — это задача «со звездочкой». В отличие от легко текучих полиолефинов, ПК является очень жестким и вязким расплавом. Для работы с ним требуются современные термопластавтоматы (ТПА) с высоким давлением впрыска и строгий контроль параметров на каждом этапе.

Подготовка сырья: почему важна сушка?
Первое и самое главное правило при работе с ПК: сушка поликарбоната перед литьем строго обязательна. Материал обладает высокой гигроскопичностью (впитывает влагу из воздуха). Даже минимальный процент остаточной влаги (более 0,02%) в гранулах приведет к деструкции полимера в материальном цилиндре ТПА.
Если сырье не досушить, возникнут характерные дефекты при литье поликарбоната: «серебро» (серебристые полосы на поверхности), пузыри внутри прозрачной детали, помутнение, микротрещины и резкое падение механической прочности (хрупкость). Сушка проводится в специальных бункерах-сушилках с влагопоглотителями при температуре 115–120 °C в течение 3–4 часов.
Температурные режимы и вязкость расплава
Поликарбонат отличается низкой текучестью. Чтобы качественно заполнить гнезда пресс-формы (особенно тонкостенные), требуется высокая температура литья поликарбоната.
- Температура расплава по зонам материального цилиндра обычно составляет от 280 °C до 320 °C.
- Превышение температуры (свыше 330 °C) или слишком долгое время пребывания в цилиндре ведет к пожелтению и термодеструкции материала.
- Режимы литья поликарбоната под давлением требуют высоких скоростей впрыска и значительного давления (от 80 до 150 МПа и выше), чтобы преодолеть сопротивление вязкого расплава и избежать недоливов. Текучесть ПК можно слегка улучшить, повысив температуру формы или самого расплава, но делать это нужно строго в пределах технологических карт.
Контроль пресс-формы
Качественная отливка невозможна, если температура пресс-формы для поликарбоната не поддерживается на заданном уровне. Форма должна быть горячей (в диапазоне от 70 °C до 120 °C). Использование холодной формы приведет к моментальному застыванию вязкого пластика, образованию спаев и, что самое опасное, к возникновению огромных внутренних остаточных напряжений. Деталь может выглядеть идеально, но со временем (или при контакте с растворителями) покроется сетью трещин.
Сравнение поликарбоната с другими полимерами
У заказчиков часто возникает дилемма: выбрать поликарбонат или оргстекло для литья? А может быть, использовать более дешевый АБС? Чтобы развеять сомнения, мы подготовили сравнительную таблицу. Главное отличие поликарбоната от АБС-пластика кроется в прозрачности и термостойкости, а от оргстекла — в ударопрочности.
| Характеристика | Поликарбонат (PC) | Оргстекло / Акрил (PMMA) | АБС-пластик (ABS) |
| Ударопрочность | ⭐⭐⭐⭐⭐ (Экстремальная) |
⭐⭐ (Хрупкий материал) |
⭐⭐⭐⭐ (Высокая, но непрозрачен) |
| Светопропускание | До 88-90% | До 92% (выше, чем у ПК) | Непрозрачный (матовый/глянцевый) |
| Стойкость к царапинам | Низкая (требует спец. покрытий) | Высокая | Средняя |
| Рабочие температуры | от -40 °C до +120 °C | от -30 °C до +80 °C | от -40 °C до +80 °C |
| Сложность литья | Высокая (вязкий, требует сушки) | Средняя | Низкая (отлично формуется) |
| Оптимальное применение | Фары, антивандальные корпуса, линзы, визоры | Оптика, рекламные дисплеи, светотехника (без ударных нагрузок) | Корпуса бытовой техники, автокомпоненты (интерьер) |
Вывод: Если вам нужна идеальная прозрачность, стойкость к царапинам, но не важна стойкость к ударам — выбирайте ПММА. Если нужен недорогой непрозрачный прочный корпус — АБС. Если требуется прозрачность в сочетании с прочностью и стойкостью к нагреву — альтернативы поликарбонату нет.
Почему стоит доверить литье из поликарбоната «ВПК Полимеры»?
Заказывая услуги литья поликарбоната, важно убедиться, что производство технически готово к работе с таким капризным материалом.
Компания «ВПК Полимеры» — это современный завод по литью пластмасс, который предлагает контрактное литье изделий из поликарбоната полного цикла:
- Парк современного оборудования. Наши термопластавтоматы оснащены шнеками специальной геометрии для переработки ПК и системами создания высокого давления впрыска.
- Периферия. Мы используем промышленные влагоотделительные сушилки с молекулярными ситами (влагопоглотителями) и термостаты для прецизионного нагрева пресс-форм.
- Свой инструментальный цех. Изготовление пресс-форм для поликарбоната требует особого подхода к системе охлаждения, проектированию литниковых каналов (они должны быть толще из-за вязкости) и полировке формующих поверхностей (до зеркального блеска). Мы проектируем и создаем формы с учетом всех этих нюансов.
Доверив свой проект нам, вы получаете детали без внутренних напряжений, утяжин и серебра, точно в срок и по оптимальной цене. Оставьте заявку на нашем сайте, и инженеры «ВПК Полимеры» оперативно рассчитают стоимость запуска вашей партии.

Часто задаваемые вопросы по литью
Какая усадка поликарбоната при литье?
Одно из преимуществ ПК — низкая и предсказуемая усадка. Как правило, она составляет от 0,5% до 0,8%. Это позволяет отливать детали с высокой точностью (допуски по квалитетам IT). Усадка одинакова как в продольном, так и в поперечном направлении потока расплава.
Можно ли использовать вторичный (дробленый) поликарбонат при литье?
Добавление «вторички» (литников, брака) технически возможно (обычно до 15-20%), однако это всегда компромисс. Каждая новая переработка ПК под высокими температурами приводит к обрыву полимерных цепей. Материал теряет свои уникальные свойства: снижается ударная вязкость, появляется желтоватый оттенок (падение прозрачности). Для оптических деталей и высоконагруженных узлов мы используем только 100% первичное сырье.
От чего зависит стоимость литья из поликарбоната?
Итоговая цена формируется из нескольких факторов: стоимость самого сырья (ПК дороже АБС или полипропилена), сложность и ресурс пресс-формы (для ПК формы изнашиваются быстрее, требуется высококачественная сталь), а также время цикла литья и объем партии. Чем больше тираж, тем ниже себестоимость одной единицы изделия.
Источники
- ГОСТ Р 53201-2008 Пластмассы. Поликарбонаты для литья и экструзии. Технические условия. (Официальное издание. М.: Стандартинформ, 2009).
- Оссвальд Т.А., Тунг Л.-Ш., Грэман П.Дж. Литье пластмасс под давлением. Руководство. — СПб.: Профессия, 2006. (Авторитетное зарубежное монографическое издание по технологиям переработки пластмасс).
- Смирнова О.В., Ерофеева С.Б. Поликарбонаты. — М.: Химия, 1975. (Фундаментальная монография по физико-химии и свойствам поликарбонатов).
- Бортников В.Г. Основы технологии переработки пластических масс. — Л.: Химия, 1983.
- Данные справочника физико-механических свойств полимеров базы Campus Plastics (международная база данных по характеристикам конструкционных термопластов).
