
Альтернативные методы: когда применяется литье пластмасс в силиконовые формы
Запуск нового продукта на рынок всегда сопряжен с рисками. Промышленность требует точности, скорости и предсказуемости. В современной индустрии литье пластмасс занимает ключевую позицию. Однако путь от чертежа до серийной партии бывает сложен. Зачастую бизнесу не нужен стотысячный тираж. Требуется лишь небольшая, но качественная партия.
Именно здесь пригодятся альтернативные решения. Классические методы литья под давлением пластмасс идеально работают для массового рынка. Но они требуют времени и серьезных вложений. Когда тиражи небольшие (до 100 штук), на помощь приходит гибкая оснастка. Рассмотрим детально, как работает литье пластиков в силиконовые формы и чем этот подход отличается от классического литья в стальные пресс-формы.
ВПК-Полимеры специализируется на производстве изделий под заказ. Опыт показывает, что правильный выбор технологии на старте экономит месяцы работы. Разберемся во всех тонкостях этого процесса.
Когда стандартные методы бессильны: ниша мягкой оснастки
Стальная форма для литья пластика создается в среднем 3-4 месяца. Металл требует сложной многоосевой фрезеровки. Если в чертеже ошибка, переделать металлическую матрицу невероятно трудно. Бизнес теряет время и ресурсы.
Поэтому технология силиконовых форм становится настоящим спасением для определенных задач. Она предназначена для небольших партий изделий — среднее между единичным прототипом и крупной серией. Гибкая матрица создается быстро. Она точно повторяет любую фактуру.
Специалисты выделяют несколько основных сценариев, когда данный технологический подход наиболее оправдан.
- Создание предсерийных прототипов для функционального тестирования.
- Изготовление корпусов для узкоспециализированных приборов.
- Восстановление и копирование редких сломанных деталей.
- Выпуск эксклюзивной сувенирной или брендированной продукции.
В каждом из этих случаев традиционная металлообработка избыточна. Мелкосерийный выпуск требует маневренности. Инженеры получают возможность быстро вносить изменения в конструкцию. Это критически важно для современных стартапов и конструкторских бюро.
Технологический цикл: от эталонной модели до готового тиража
Любое производство начинается с тщательной подготовки. Промышленное литье пластика в силикон — это строгий многоступенчатый процесс. Каждый этап контролируется автоматикой и опытными технологами.
Разберемся подробнее, в чем именно заключается литье в силиконовые формы: технология этого метода обманчиво проста, но таит множество нюансов. Весь цикл можно разделить на два крупных блока.
Создание эталонного образца и подготовка опалубки
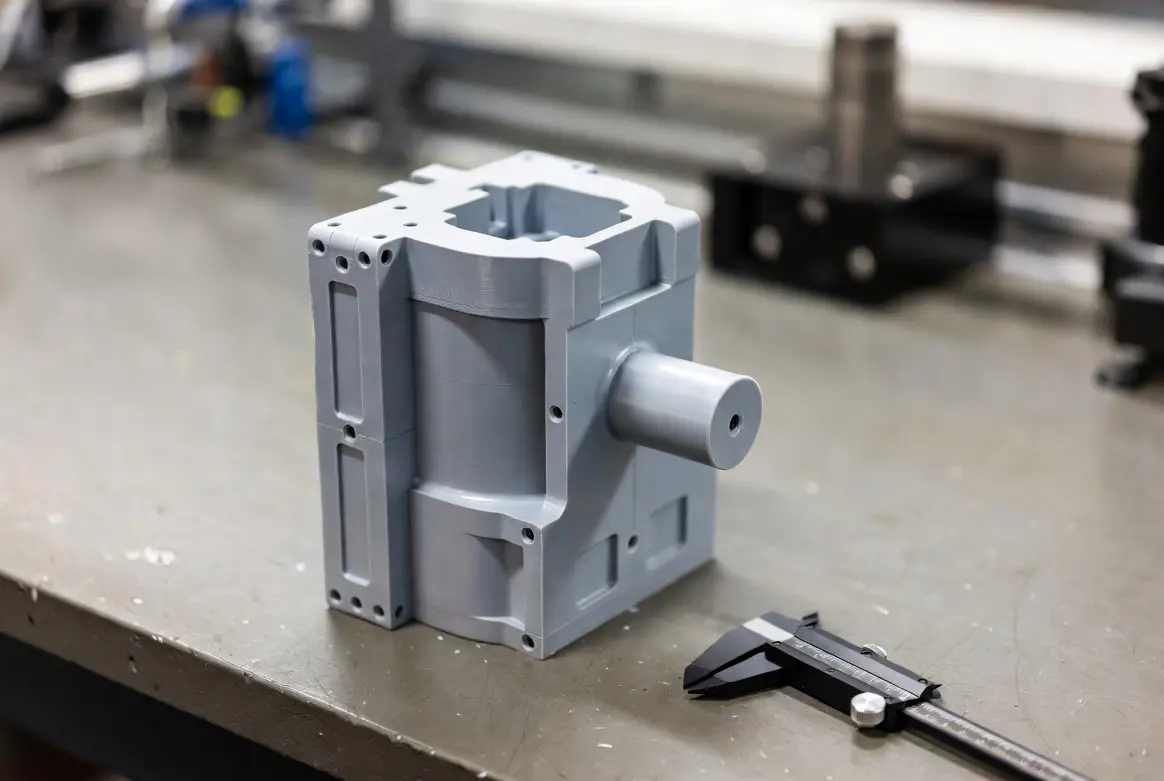
Сначала создается мастер-модель. Это идеальный физический прототип будущей детали. Чаще всего его получают путем точной обработки на станках с ЧПУ. Используется модельный пластик или мягкий металл. Модель доводится до идеала вручную. Поверхность шлифуется. При необходимости наносится специальный текстурный рисунок. От качества этого эталона зависит вся последующая партия. Один изъян на мастере скопируется по всему тиражу.
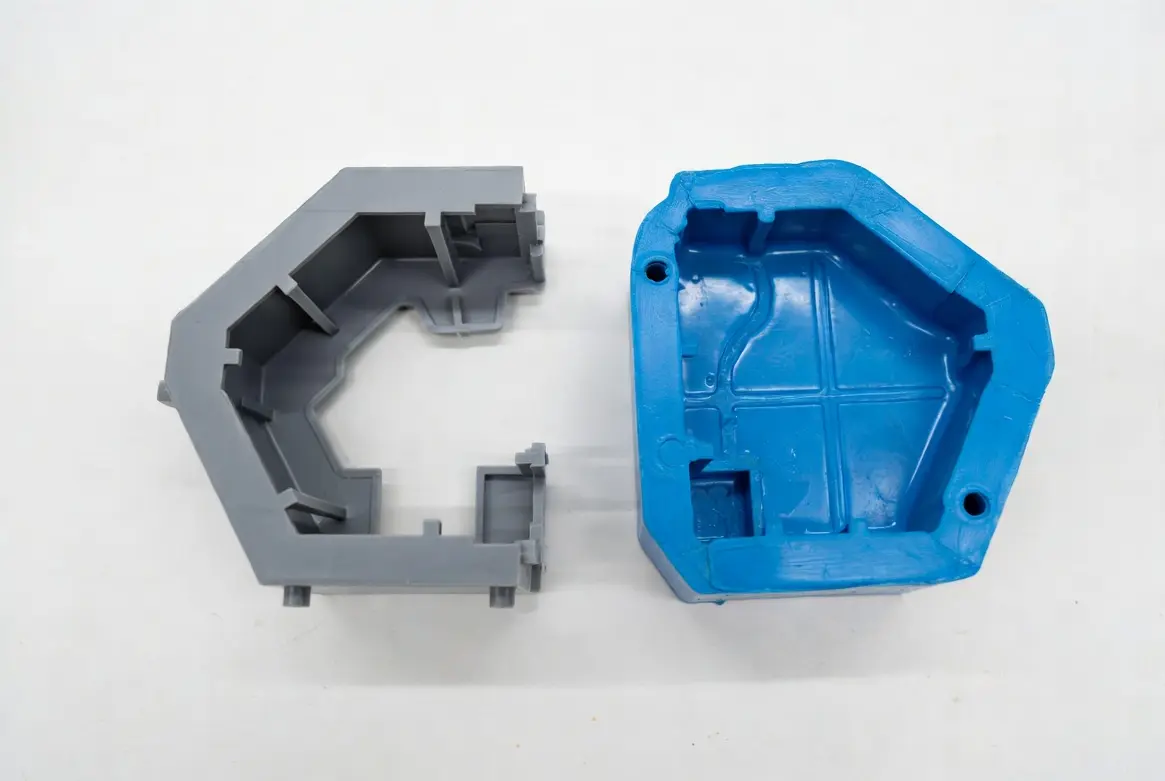
Затем вокруг модели собирается опалубка. Инженер продумывает литниковую систему. Определяются точки, где будет заходить жидкий полимер. Продумываются выпоры для выхода лишнего воздуха. Деталь подвешивается внутри опалубки. После этого готовится компаунд. Специальная силиконовая масса дегазируется и заливается в опалубку. Происходит процесс вулканизации. Матрица твердеет, после чего разрезается особым зигзагообразным резом. Эталон извлекается. Оснастка готова к работе.
Вакуумная заливка и полимеризация состава
Теперь начинается само литье пластика в силиконовые формы. Технология подразумевает использование глубокого вакуума. В обычной среде в смоле остаются микроскопические пузырьки воздуха. Они портят внешний вид и снижают прочность. Поэтому вся работа переносится в специальную вакуумную камеру.
Процесс заливки строго регламентирован и проходит по определенному алгоритму.
- Матрица нагревается в термошкафу до рабочей температуры.
- Двухкомпонентный полиуретан смешивается в вакуумной камере.
- Жидкая смесь заливается в форму под отрицательным давлением.
- Давление нормализуется, проталкивая состав в самые мелкие полости.
- Форма отправляется в печь на финальное охлаждение и отверждение.
В отличие от термопластавтоматов (ТПА), здесь не нужно расплавлять сухие гранулы. Классическая литьевая машина осуществляет мощный впрыск. Горячий расплав бьет под огромным давлением. В случае литья в силикон используется жидкий двухкомпонентный полиуретан. Он реагирует химически. Полимеризация проходит мягко, без внутреннего напряжения в материале.
Сравнительный анализ: силикон против стальных пресс-форм
Чтобы выбрать правильный вектор, нужно понимать разницу подходов. Обычная стальная пресс-форма — это монолит надежности. Но ее создание оправдано только при огромных тиражах. Эластичные матрицы предлагают совершенно другой формат работы.
Ниже представлена таблица, которая наглядно демонстрирует различия этих двух направлений.
| Параметр оценки | Эластичная матрица (Силикон) | Термопластавтомат (ТПА) | Практическое значение |
| Скорость запуска | От 3 до 7 дней | От 2 до 4 месяцев | Быстрый старт продаж |
| Тиражность | От 1 до 100 штук | От 10 000 штук | Оптимально для тестов |
| Сложность геометрии | Практически любая | Ограничена извлечением | Свобода для дизайнера |
| Риск ошибки | Минимальный | Катастрофический | Легко переделать чертеж |
| Качество поверхности | Точное копирование эталона | Зависит от полировки стали | Идеально для фактур |
Из таблицы видно, что стандартные методы литья под давлением пластмасс выигрывают только на больших объемах. Если же вам нужна небольшая партия изделий, гибкая оснастка является безальтернативным лидером. Силикон прощает сложные отрицательные углы. Деталь просто извлекается из податливой резины. Сталь такого не позволит.
Если вы сомневаетесь в выборе метода, инженеры ВПК-Полимеры всегда готовы провести аудит вашего проекта. Мягкий, но профессиональный подход к каждому заказу позволяет найти самый оптимальный технологический путь.
Материалы и компоненты для литья в силикон : что определяет свойства изделия
Качество конечной продукции напрямую зависит от химии. Современная промышленность предлагает огромное множество составов. Сегодня полимерный материал может имитировать практически всё. От мягкой резины до ударопрочного стекла.
Подбор двухкомпонентных полиуретанов под задачи бизнеса
Основа технологии — это высококачественный литьевой полиуретан. Это не просто пластмассовый суррогат. Это сложный инженерный пластик. Используются именно двухкомпонентные составы (жидкая основа и отвердитель), поскольку при их смешивании происходит химическая реакция и бережная полимеризация без высокого давления и экстремального нагрева, что идеально подходит для работы с мягкими силиконовыми матрицами. Выбирать материал необходимо строго под условия эксплуатации детали. Существуют разные группы смол.
Жесткие пластики отлично имитируют АБС. Они прочные, хорошо держат резьбу. Подходят для корпусных деталей. Прозрачные составы используются для создания линз и световодов. Они устойчивы к ультрафиолету и не желтеют. Отдельный вид — эластичные полиуретаны. Они похожи на резину. Разный уровень твердости по Шору позволяет получать как мягкие уплотнители, так и жесткие сайлентблоки. Популярный запрос от бизнеса — термостойкие смолы. Они выдерживают нагрев свыше ста градусов. Также в состав можно добавлять красители, получая любой цвет по палитре RAL.
Особенности эксплуатации эластичных форм
Матрица не вечна. Это ее главный и, пожалуй, единственный существенный минус. Агрессивная химия полиуретана постепенно разрушает оснастку. Смола вымывает пластификаторы. Со временем резина становится хрупкой. Появляются микротрещины.
Обычно один блок выдерживает от двадцати до пятидесяти заливок. Размер тиража зависит от сложности детали. Агрессивные прозрачные смолы «убивают» матрицу быстрее. Простой гладкий корпус отливается дольше. Когда ресурс исчерпан, старая форма утилизируется. Создание новой занимает всего пару дней.
Сферы применения: где востребовано мелкосерийное производство
Спектр отраслей огромен. Любой новый продукт требует тестирования перед массовым выпуском. Производство вслепую — слишком большой риск.

Рассмотрим ключевые направления, где данный технологический метод наиболее востребован:
- Приборостроение и радиоэлектроника. Уникальные корпуса для датчиков, пультов управления, медицинских мониторов.
- Автомобильный тюнинг. Изготовление эксклюзивных элементов салона, заглушек, переходных рамок для магнитол.
- Робототехника. Легкие и прочные элементы конструкций для дронов и промышленных манипуляторов.
- Реклама и сувениры. Детализированные статуэтки, брендированные элементы декора. Позже на них может наноситься тампонная печать для индивидуализации.
- Тестирование рынка. Когда требуется выпуск небольшой партии изделий для тестирования спроса.
Во всех этих нишах важна точность и доступный порог входа. Оборудование для вакуумного формования компактно. Оно не требует колоссальных производственных площадей. Это делает процесс более рентабельным для конечного заказчика.
Часто задаваемые вопросы о литье в гибкие матрицы
Насколько прочной получается итоговая деталь?
Современный полиуретан по своим физическим свойствам не уступает, а иногда и превосходит гранулированные пластики. Деталь получается монолитной. Она устойчива к ударам и вибрациям.
Можно ли сделать деталь прозрачной?
Да. Существует множество оптически прозрачных смол. После извлечения изделие полируется или покрывается лаком. Получается эффект настоящего стекла.
Какова точность размеров при таком методе?
Силикон дает минимальную усадку (около 0,1-0,2%). Детали получаются очень точными. Они идеально стыкуются друг с другом. Возможна сборка сложных механизмов.
Подходит ли этот метод для пищевой промышленности?
Существуют специальные сертифицированные пищевые полиуретаны. Однако их использование строго регламентировано. Чаще метод применяют для технических нужд.
В чем главное преимущество перед 3D технологиями?
Полиуретановое изделие извлекается из матрицы цельным, без слоистой структуры. Поверхность гладкая. Деталь обладает равномерной прочностью во всех направлениях, в отличие от послойного наплавления.
Источники
- ГОСТ 14901-93. Пластмассы. Термины и определения.
- Басов Н.И. «Техника пластмасс». Справочное руководство для инженеров.
- Техническая документация производителей полиуретановых компаундов (Smooth-On, Axson).
- Внутренние технологические регламенты и нормативы компании ВПК-Полимеры.
